
In the waterproof bedding and textile industry, the terms “waterproof” and “water-resistant” are used frequently — and often interchangeably. For consumers browsing retail products, the distinction may seem minor. For B2B buyers sourcing fabric for mattress protectors, pet mats, nursing care pads, or any product where liquid barrier performance is a core claim, the difference is significant and has direct implications for product performance, compliance, and market positioning.
This guide explains what each term means in practical textile terms, how to identify which category a fabric falls into, and how to specify correctly for your application.
What Does Water-Resistant Mean?
A water-resistant fabric can repel liquid to a degree — slowing absorption or causing water to bead on the surface for a limited time — but is not designed to provide a complete barrier against liquid penetration under sustained pressure or prolonged exposure.
Water resistance in textiles is typically achieved through surface treatments such as Durable Water Repellent (DWR) finishes, which cause liquid to bead and roll off the fabric surface rather than being absorbed immediately. These treatments are applied to the surface of the fabric without altering its fundamental structure.
The key limitations of water-resistant fabrics for bedding applications:
Performance degrades over time — DWR and similar surface treatments are not permanent. They degrade with repeated washing, heat exposure, and general wear. A fabric that beads water effectively when new may offer significantly reduced repellency after twenty or thirty wash cycles.
Not a barrier under pressure — Water-resistant fabrics slow penetration but do not prevent it under sustained pressure. For a mattress protector, the pressure of a person lying on the surface for several hours is sufficient to drive liquid through a water-resistant fabric that would otherwise repel a casual spill.
Not suitable for clinical or incontinence applications — Any application where complete liquid barrier performance is required — hospital bedding, incontinence care, nursing pads — cannot be adequately served by water-resistant fabric. The performance margin is insufficient for the consequences of failure.
What Does Waterproof Mean?
A truly waterproof fabric provides a complete barrier against liquid penetration regardless of sustained pressure or prolonged exposure. In the context of bedding textiles, waterproof performance is most reliably achieved through TPU (Thermoplastic Polyurethane) lamination — bonding a continuous TPU membrane to the reverse side of the base fabric.
The TPU membrane creates a physical barrier that liquid cannot pass through, independent of the base fabric’s own absorbency or surface treatment. Unlike DWR finishes, TPU lamination does not degrade with washing in the same way — when properly applied and maintained, it provides consistent waterproof performance over the life of the product.
Key characteristics of genuinely waterproof TPU laminated fabric:
Complete liquid barrier — Liquid cannot penetrate through the TPU membrane regardless of how long it sits on the surface or how much pressure is applied during normal use.
Wash durability — High-quality TPU lamination maintains its barrier performance after repeated machine washing at appropriate temperatures. This is the critical differentiator between quality waterproof fabric and lower-grade alternatives.
Silent and flexible — Modern TPU membranes used in bedding applications are formulated to be flexible and quiet, avoiding the stiffness and noise associated with older PVC-based waterproof materials.
Breathability options available — TPU can be formulated in breathable versions that allow moisture vapor to pass through while blocking liquid water. This is particularly relevant for air layer TPU fabric, where the combination of a breathable TPU membrane and the three-dimensional spacer structure provides active airflow alongside waterproof protection.
Why the Distinction Matters for B2B Buyers
Product claims and consumer expectations — If your finished product is marketed as waterproof, it needs to deliver complete liquid barrier performance. A product that uses water-resistant fabric but is positioned as waterproof will generate returns, negative reviews, and potential compliance issues in regulated markets. Ensure your fabric specification matches your product claims before going to market.
Application suitability — For standard consumer mattress protectors marketed for spill and perspiration protection, both water-resistant and waterproof options may be technically viable — but waterproof TPU laminated fabric provides significantly more reliable long-term performance and is the industry standard for any credible product in this category. For healthcare, incontinence care, and pet product applications, waterproof TPU lamination is the only appropriate choice.
Regulatory and certification context — In regulated markets, product descriptions carry legal implications. A product described as waterproof that fails to provide complete liquid barrier performance may create liability exposure. Ensure your fabric supplier can provide test documentation that supports your product’s performance claims.
Sourcing conversations — When speaking with fabric suppliers, be specific about which performance level you require. Asking for “waterproof fabric” is more precise than asking for fabric that “repels water” — and will help you avoid receiving samples of surface-treated water-resistant fabric when you need genuine TPU laminated waterproof construction.
How to Tell the Difference When Evaluating Samples
When you receive fabric samples, the following simple tests help distinguish between water-resistant and waterproof construction:
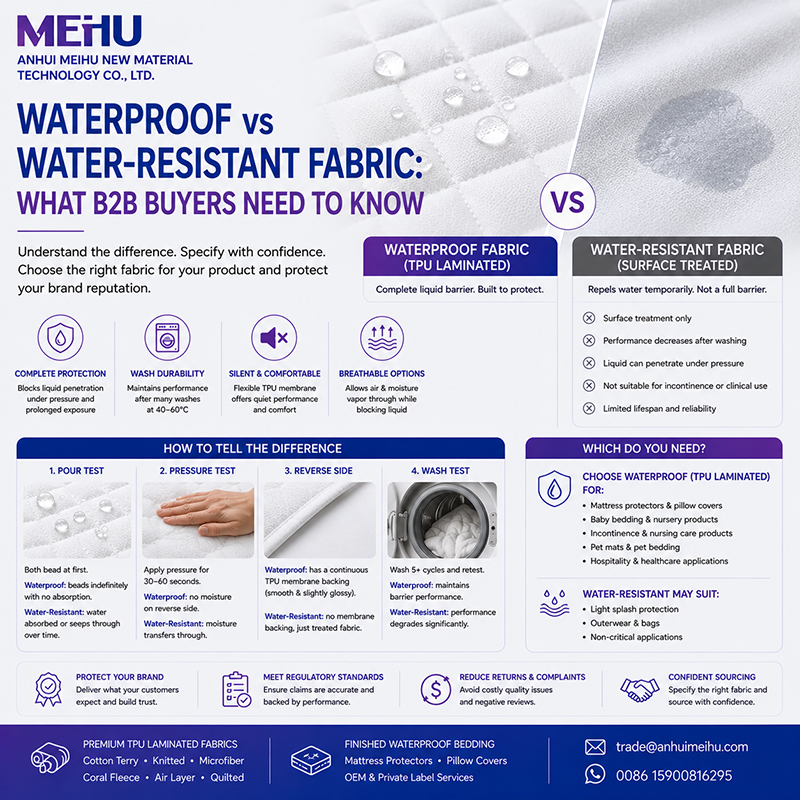
The pour test — Pour a small amount of water onto the fabric surface and observe. Both water-resistant and waterproof fabrics will initially cause water to bead. The difference becomes apparent over time: on a water-resistant fabric, liquid will eventually begin to absorb into the surface or seep through. On a properly laminated TPU waterproof fabric, liquid will continue to bead indefinitely without penetration.
The pressure test — Apply firm, sustained pressure to the wet fabric surface for thirty to sixty seconds, then check the reverse side for moisture. Water-resistant fabrics typically show moisture transfer under sustained pressure. Genuinely waterproof TPU laminated fabric maintains its barrier under pressure.
The reverse side inspection — Examine the reverse side of the fabric. A TPU laminated waterproof fabric has a visible continuous membrane on the reverse — smooth, slightly glossy, and covering the full surface. A surface-treated water-resistant fabric has no such backing.
The wash test — Wash the sample five times at your specified temperature and repeat the pour and pressure tests. Water-resistant surface treatments degrade significantly with washing. Quality TPU lamination maintains consistent performance.
Which Do You Need?
For most B2B buyers in the waterproof bedding category, the answer is unambiguous: TPU laminated waterproof fabric is the appropriate specification.
Cotton terry TPU fabric for mattress protectors and baby bedding, knitted TPU fabric for fitted protectors and pillow covers, microfiber TPU fabric for hospitality and premium retail applications, coral fleece TPU fabric for pet mats and blankets — all provide genuine, durable waterproof barrier performance that water-resistant alternatives cannot match over the product’s service life.
Water-resistant fabric may be appropriate for specific applications where liquid barrier performance is a secondary rather than primary function — outerwear, bags, or light protective covers where occasional splash resistance is the goal. For bedding, healthcare, incontinence care, and pet product applications, it is not the right specification.
If you are currently sourcing and are unsure whether a supplier’s fabric is genuinely waterproof or water-resistant, request a TPU lamination confirmation in writing and test samples using the methods described above before placing a bulk order. The distinction matters — and identifying it at the sample stage is significantly less costly than discovering it after production.
At Meihu, all of our waterproof fabric products use TPU lamination to provide genuine, durable liquid barrier performance. Our range covers cotton terry, knitted, microfiber, coral fleece, air layer, and quilted constructions, all available with custom specifications and OEM services. Contact us to request samples or discuss your sourcing requirements.
trade@anhuimeihu.com | WhatsApp: 0086 15900816295
Post time: Jun-22-2026