
Waterproof Fabrics for Hospital Bedding: What Procurement Teams Need to Know
Hospital and healthcare facility procurement is one of the most demanding segments in the waterproof bedding market. The performance requirements are stricter, the compliance documentation more rigorous, and the consequences of material failure more serious than in consumer applications. This guide outlines what procurement teams and healthcare textile suppliers need to understand when specifying and sourcing waterproof fabrics for hospital bedding.
Why Waterproof Performance Is Non-Negotiable in Healthcare Settings
In hospital and clinical environments, bedding is exposed to a range of fluids — including blood, urine, wound exudate, and disinfectant solutions — on a daily basis. A waterproof fabric that fails under repeated exposure puts patients at risk of infection, increases laundry costs, and shortens the usable life of bedding products.
Unlike consumer mattress protectors, hospital bedding fabrics must maintain their waterproof barrier through hundreds of high-temperature wash and disinfection cycles — not just the dozens typical in a domestic setting.
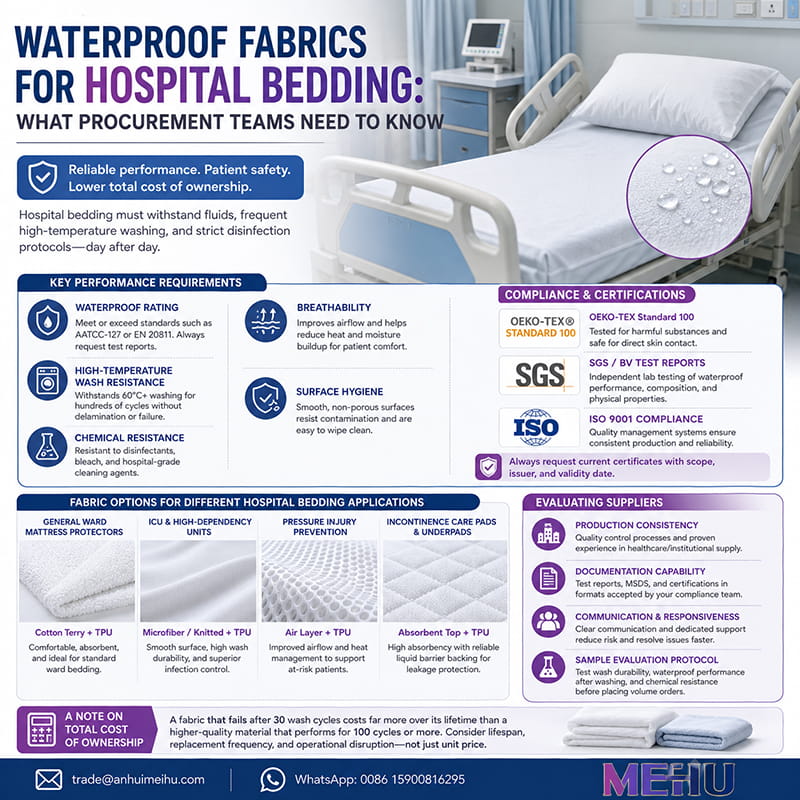
Key Performance Requirements for Hospital Waterproof Fabrics
High-temperature wash resistance — Fabrics used in clinical environments must withstand repeated machine washing at 60°C and above without delamination or loss of waterproof performance. Confirm the maximum recommended wash temperature with your supplier and request wash durability test data.
Chemical resistance — Hospital bedding is regularly treated with disinfectants and bleach-based cleaning agents. The fabric and TPU lamination must be compatible with standard hospital-grade disinfection protocols. This is a frequently overlooked specification that causes premature product failure.
Breathability — While waterproof performance is the priority, breathability matters in patient care environments where prolonged skin contact increases the risk of pressure injuries and heat-related skin conditions. Fabrics such as air layer TPU laminated fabric offer improved airflow compared to standard flat-knit or terry constructions.
Surface hygiene — A smooth, non-porous surface is easier to wipe down between patient uses. Microfiber TPU laminated fabric is widely used in clinical settings for this reason, as the tight weave structure resists contamination penetration better than looser textile surfaces.
Compliance and Certification Requirements
Healthcare procurement teams increasingly require suppliers to provide documentation confirming that materials meet relevant safety and environmental standards. Key certifications to look for include:
OEKO-TEX Standard 100 — Confirms that the fabric has been tested for harmful substances and is safe for skin contact. Particularly important for products used in direct patient contact applications.
SGS or Bureau Veritas test reports — Independent laboratory testing of waterproof performance, chemical composition, and physical properties provides an objective basis for procurement decisions.
ISO compliance — Suppliers with ISO 9001 quality management certification demonstrate a systematic approach to production consistency, which is important for institutional buyers placing repeat orders.
Always request copies of current certificates rather than accepting verbal assurances. Certificates should show the issuing body, scope of testing, and validity date.
Fabric Options for Different Hospital Bedding Applications
Different areas of a hospital have different bedding requirements. Matching the right fabric to each application improves both performance and cost efficiency:
General ward mattress protectors — Cotton terry TPU laminated fabric provides good moisture absorption and patient comfort for standard ward bedding. Suitable for patients without specific skin vulnerability concerns.
ICU and high-dependency units — Microfiber TPU fabric or knitted TPU fabric with smooth surfaces and high wash durability ratings are preferred where infection control and frequent disinfection are priorities.
Pressure injury prevention — Air layer TPU fabric supports better airflow and reduces heat accumulation, making it suitable for patients at elevated risk of pressure injuries during extended bed rest.
Incontinence care pads and underpads — Require highly absorbent top surfaces combined with reliable liquid barrier backing. Discuss specific construction options with your supplier based on the absorbency level required.
Evaluating Suppliers for Healthcare Applications
Healthcare procurement carries greater accountability than consumer purchasing. When evaluating fabric suppliers for hospital bedding applications, consider the following:
Production consistency — Request information about quality control processes and ask whether the supplier has experience supplying to healthcare or institutional buyers. Consistent quality across large repeat orders is essential.
Documentation capability — Can the supplier provide test reports, material safety data, and certification documents in a format acceptable to your procurement compliance team? Suppliers who struggle with documentation requests are higher risk for regulated procurement environments.
Communication and responsiveness — In institutional procurement, lead time disruptions and quality issues need to be resolved quickly. A supplier with clear communication processes and dedicated account management reduces operational risk.
Sample evaluation protocol — Before placing any volume order for healthcare applications, conduct thorough sample testing including wash durability, waterproof performance after washing, and chemical resistance. Do not shortcut this process regardless of time pressure.
A Note on Total Cost of Ownership
In healthcare procurement, the lowest unit price is rarely the most cost-effective choice. A fabric that delamaminates after 30 wash cycles costs significantly more over its lifetime than a higher-quality material that maintains performance for 100 cycles or more.
When comparing supplier quotations, factor in expected product lifespan, replacement frequency, and the operational disruption cost of product failure alongside unit fabric price.
Meihu supplies TPU laminated waterproof fabrics to manufacturers serving healthcare, institutional, and consumer markets. Our range includes cotton terry, knitted, microfiber, and air layer constructions with TPU lamination, available with custom specifications and OEM services. Contact us to request samples or technical documentation.
Email: trade@anhuimeihu.com | WhatsApp: 0086 15900816295
Post time: Jun-01-2026